20
2026/04
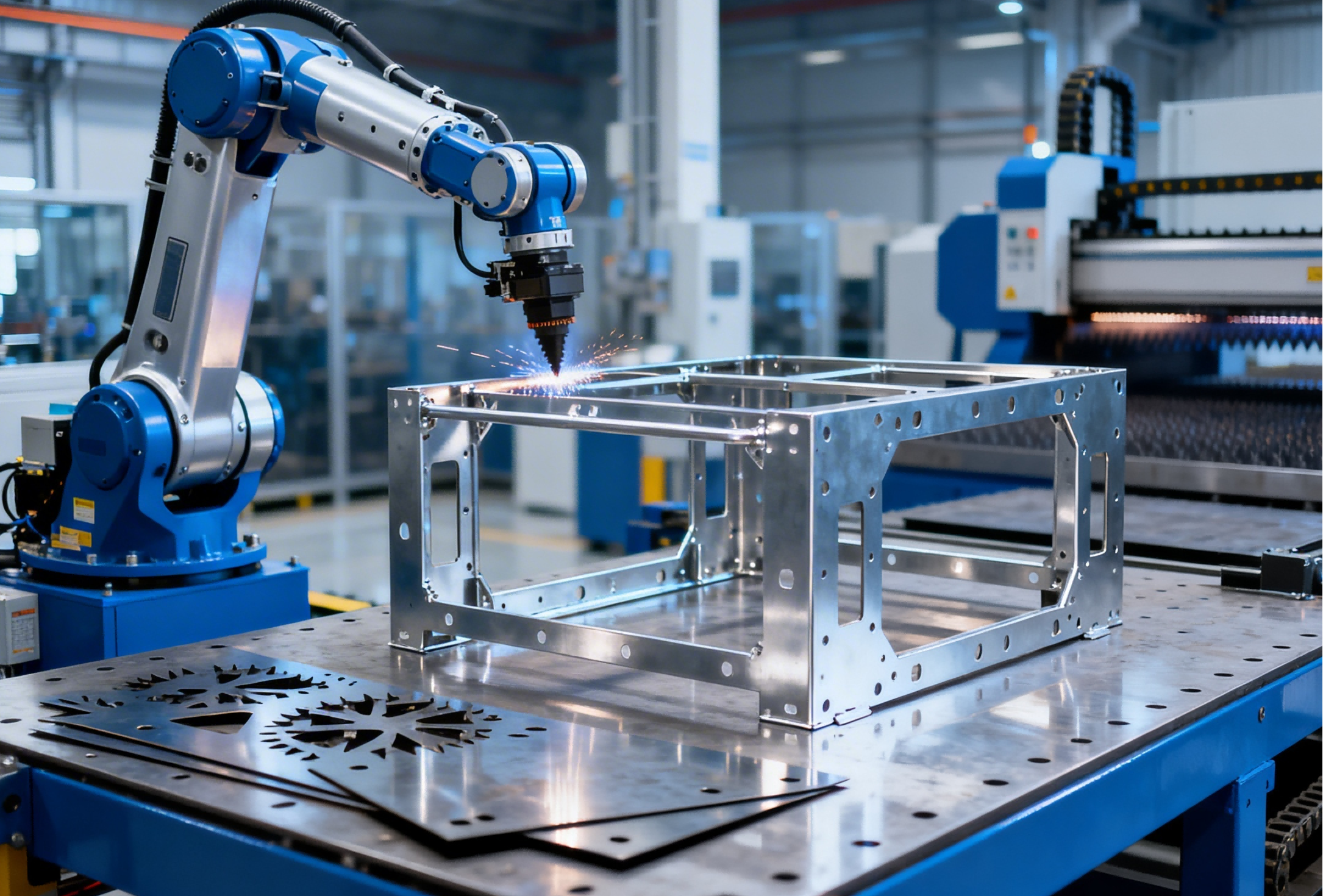
为什么钣金加工样品合格,量产却不稳定?一致性与工艺控制解析
在钣金加工项目中,一个高频且极具隐蔽性的风险正在反复出现:样品阶段尺寸精准、装配顺利,但一旦进入批量生产,却频繁出现偏差、变形、装配干涉甚至整批返工。 这一问题不仅直接影响交付周期,更会放大采购成本与供应链风险。从制造工程与质量管理角度来看,这并非偶发问题,而是典型的“样品成功—量产失控”现象。