21
2026/01
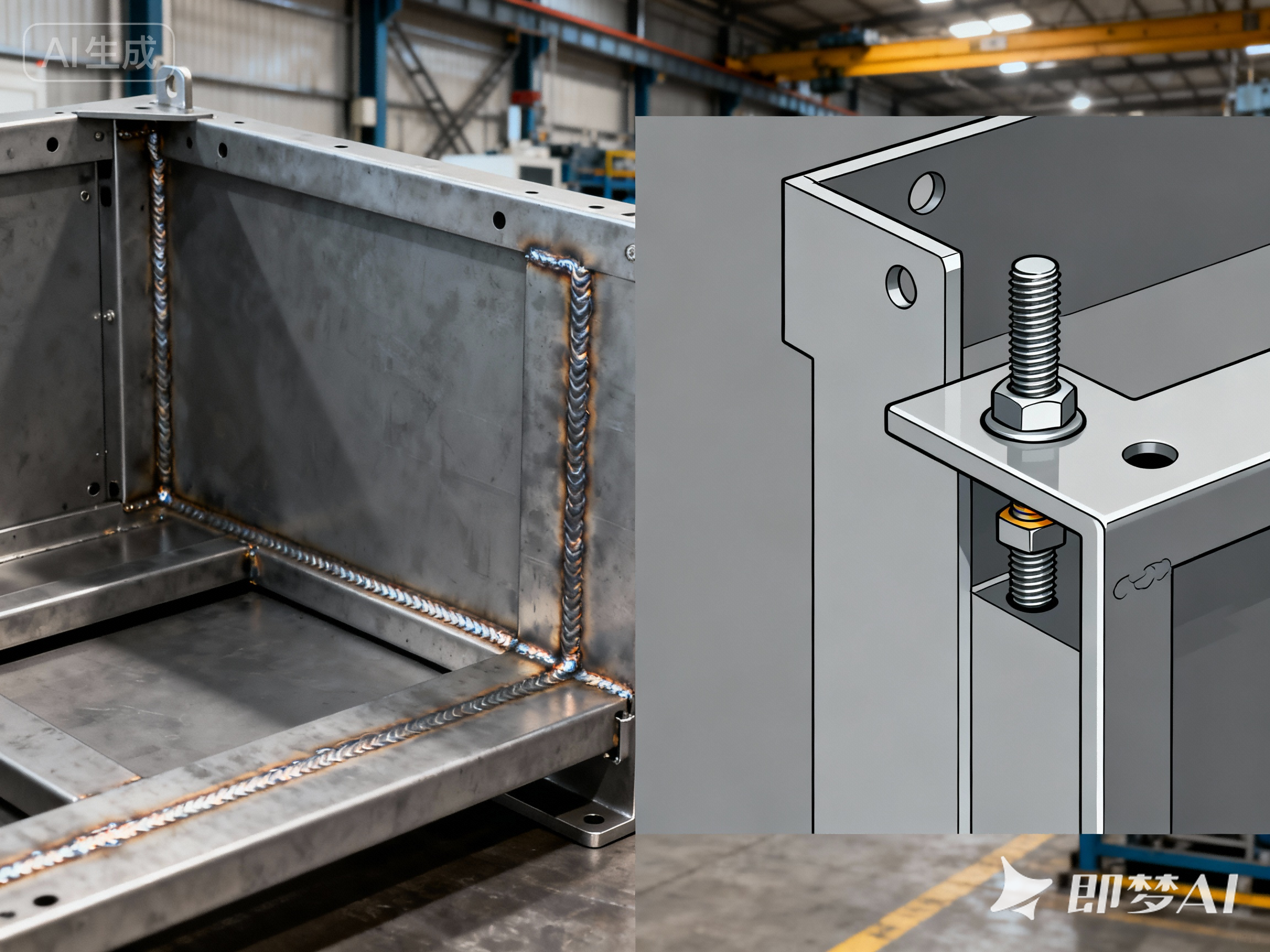
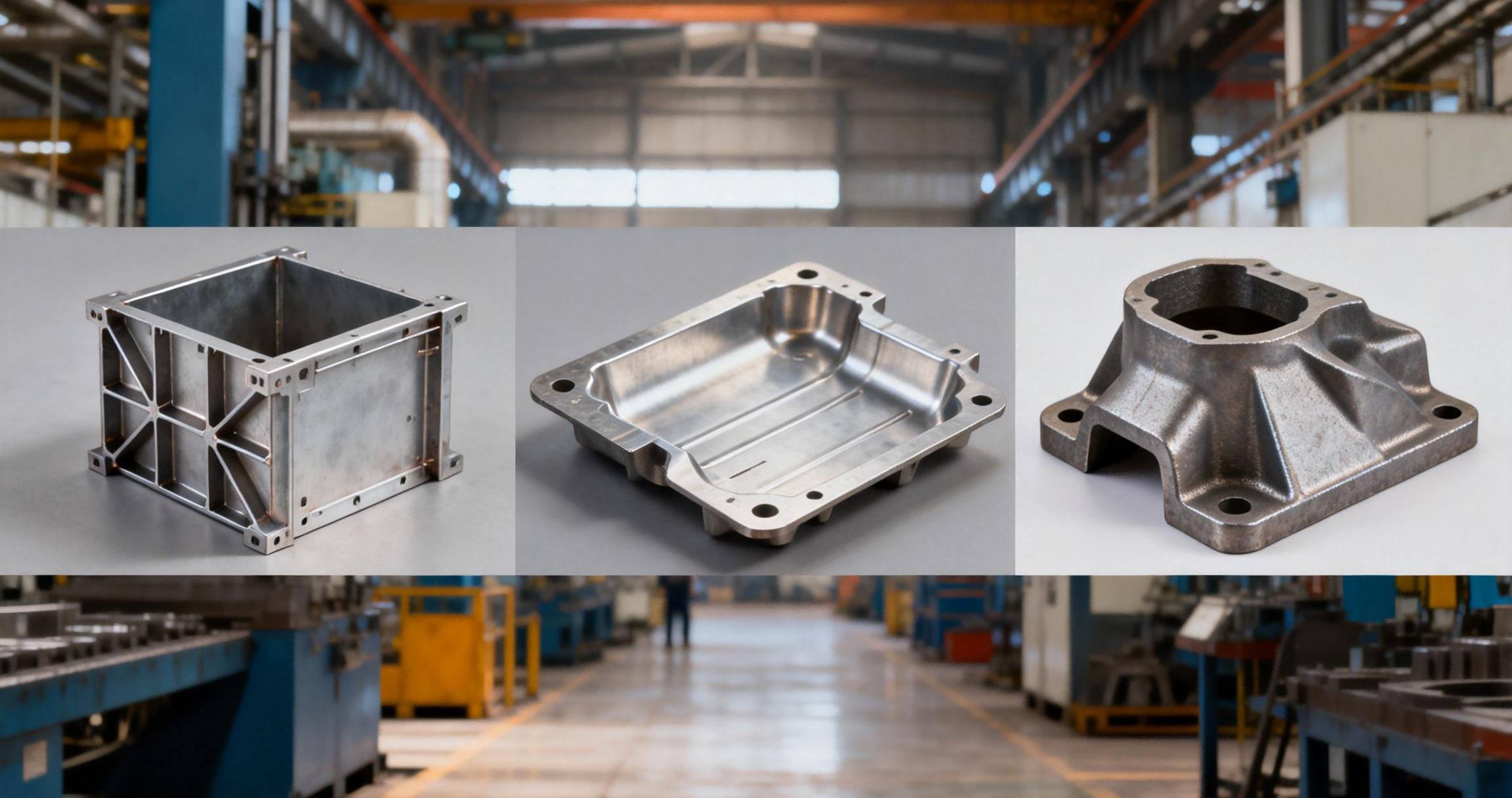
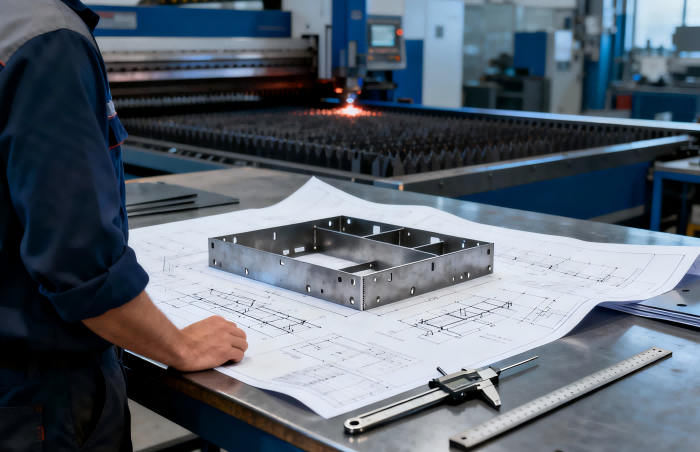
钣金加工的真正价值:技术含量远超表面认知
在制造行业,钣金加工常被误解为“门槛低、技术含量一般”。激光切割、折弯、焊接,看似简单流程,很多人下意识认为只是“切一切、折一折、焊一焊”。然而,真正参与设备研发和量产的人都清楚:钣金是最容易被低估、也最难做好的一环。